English
English русский
русский Español
Español عربى
عربىThe quest for efficient, cost-effective manufacturing processes is perpetual. For companies needing complex metal parts in large quantities, Lost Foam Casting (LFC) often emerges as a contender. But does its unique approach truly deliver for high-volume production? The answer, like many things in manufacturing, is nuanced: Yes, Lost Foam Casting can be highly suitable for high-volume production, but its success hinges critically on specific part characteristics and production goals.
Understanding the Lost Foam Process
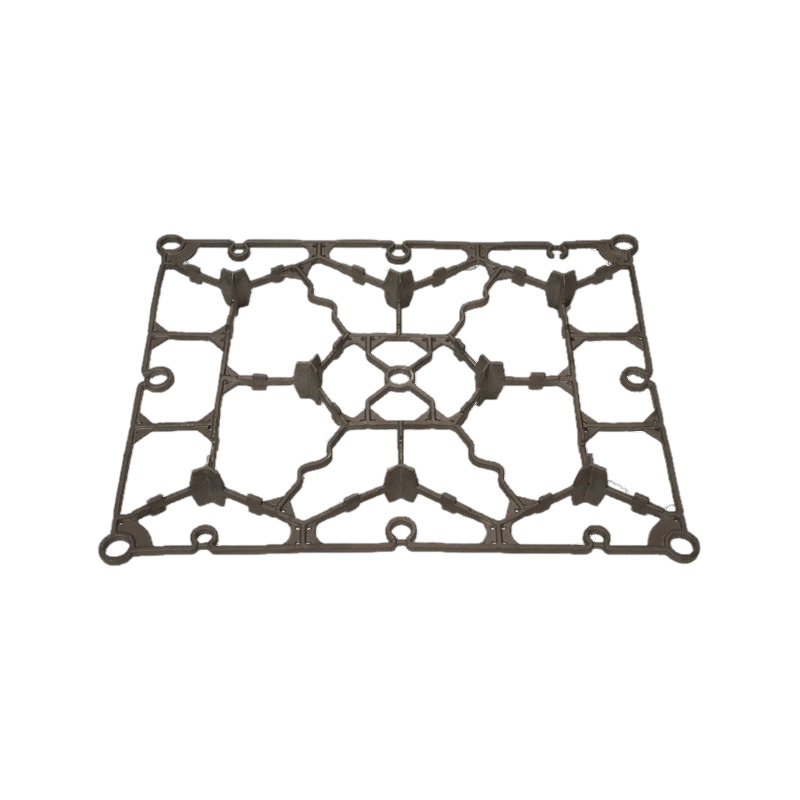
Lost Foam Casting involves creating a precise foam replica (pattern) of the desired part. These patterns are assembled into clusters, coated with a refractory ceramic slurry, dried, and then embedded in unbonded sand within a flask. Molten metal is poured directly onto the foam assembly. The metal vaporizes the foam, instantly replacing its shape, and solidifies within the sand mold. After cooling, the sand is removed, revealing the metal casting cluster, which is then separated into individual parts.
Why Lost Foam Appeals for Volume Production
Several inherent advantages make LFC attractive for scaling up:
- Reduced Machining & Near Net Shape: LFC excels at producing complex geometries, internal cavities, and intricate details that would be difficult or impossible with other methods, often achieving near-net shape. This significantly reduces or even eliminates costly machining operations downstream – a major cost driver in high volumes.
- Minimal Draft Angles & Tolerances: The process allows for minimal draft angles (often as low as 0.5-1 degree) and can hold tight tolerances consistently. This reduces material waste and secondary processing time per part.
- Simplified Tooling & Process: Once the initial pattern tooling is created, the process itself is relatively straightforward. There are no complex cores to assemble or core boxes to manage, unlike traditional green sand casting. Sand handling is also simplified as it's unbonded and easily reclaimed. This streamlining aids automation and consistent output.
- High Consolidation Potential: Multiple patterns can be clustered efficiently onto a single gating system. A single pour can produce dozens of parts simultaneously, maximizing furnace utilization and throughput per cycle.
- Improved Surface Finish: The ceramic coating typically results in a smoother surface finish compared to many other sand casting processes, potentially reducing cleaning and finishing time.
- Material Flexibility: LFC is widely used for cast iron (especially compacted graphite iron), aluminum alloys, and some steels, covering many common high-volume industrial materials.
Critical Considerations & Challenges for High Volume
Despite its strengths, LFC isn't a universal solution. Key factors demanding careful evaluation include:
- Pattern Tooling Cost & Lead Time: Creating the precision pattern dies (usually machined aluminum) requires significant upfront investment and lead time. While amortized over high volumes, this initial cost can be a barrier compared to simpler tooling for processes like permanent mold casting.
- Pattern Production Volume & Cost: High-volume LFC necessitates a correspondingly high-volume pattern production facility. Producing thousands or millions of consistent, defect-free foam patterns requires dedicated equipment and stringent process control. The cost per pattern becomes a crucial variable in the overall part cost equation.
- Cycle Time: While cluster consolidation boosts output per pour, the overall cycle time includes pattern coating, drying (which can be lengthy), sand filling, pouring, cooling, and shakeout. Optimizing this entire sequence, potentially including rapid drying technologies, is essential to compete with faster processes like high-pressure die casting (HPDC) for simpler parts.
- Pattern Strength & Handling: Foam patterns, especially complex or thin-walled ones, can be fragile. Automated handling systems within the production line must be carefully designed to avoid damage during coating, assembly, and mold filling. This adds complexity.
- Material Limitations & Defects: While versatile, LFC has limitations. Thin sections can be challenging to fill consistently without defects. Certain alloys prone to oxidation or gas pickup (like some steels) require extra process control to avoid issues like carbon pickup (from the foam) or porosity. Process parameters must be tightly controlled.
- Pattern Tooling Longevity: Although durable, pattern tooling has a finite lifespan (often in the 30,000-50,000 shot range for aluminum dies, depending on complexity and material). For ultra-high volumes exceeding this significantly, tooling replacement costs must be factored in.
Lost Foam Casting possesses compelling advantages for high-volume production, particularly for parts with:
- Complex geometries reducing machining.
- Tight tolerances and minimal draft requirements.
- Suitable material (e.g., cast iron, aluminum).
- Volumes sufficient to justify the pattern tooling and production setup costs.
However, it is generally less suited than processes like HPDC for very high-volume, geometrically simpler parts (especially in aluminum) where ultimate speed is paramount, or for parts requiring extremely thin walls.
Lost Foam Casting is not merely capable of high-volume production; it is a proven and often superior solution for specific high-volume applications where its core strengths – complex net-shape capability, reduced machining, and design flexibility – deliver significant overall cost savings and quality advantages. Success requires a clear-eyed assessment of part design, material, required annual volumes, and the willingness to invest in robust pattern production and process control. For the right part in the right volume range, LFC offers a powerful and efficient manufacturing pathway.