English
English русский
русский Español
Español عربى
عربىGrate bars are heavy-duty metal bars arranged side by side to form a combustion grate inside furnaces, boilers, incinerators, and biomass energy systems — they support the fuel bed, allow air to pass upward through the burning material, and let ash fall away below. The right grate bar selection directly determines combustion efficiency, equipment service life, and maintenance costs. A poorly matched grate bar can fail in as little as 3 to 6 months, while a correctly specified bar in a well-maintained system routinely lasts 3 to 7 years. This guide covers every critical aspect of grate bars: their types, materials, selection criteria, maintenance best practices, and common failure modes.
Content
- 1 What Are Grate Bars and What Do They Do?
- 2 Types of Grate Bars
- 3 Grate Bar Materials: A Detailed Comparison
- 4 Grate Bar Applications by Industry
- 5 Grate Bar Type and Material Comparison Table
- 6 How to Select the Right Grate Bar
- 7 Grate Bar Maintenance and Service Life Extension
- 8 Common Grate Bar Failure Modes
- 9 Frequently Asked Questions About Grate Bars
- 9.1 What is the difference between a grate bar and a fire grate?
- 9.2 How often should grate bars be replaced?
- 9.3 Can grate bars be repaired rather than replaced?
- 9.4 What causes grate bars to warp?
- 9.5 Are grate bars interchangeable between different furnace makes?
- 9.6 What is the best grate bar material for burning wood pellets?
- 9.7 How do I measure the air slot width of my existing grate bars?
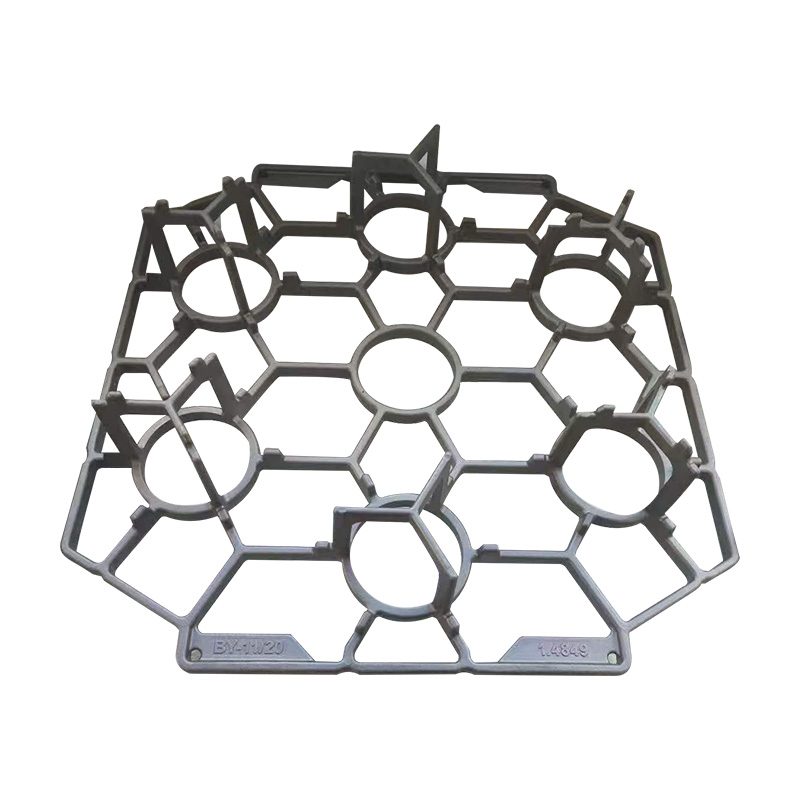
What Are Grate Bars and What Do They Do?
Grate bars are the structural and functional core of any solid-fuel combustion system — without them, consistent burning, adequate air supply, and efficient ash removal would all be impossible. They sit at the heart of the combustion chamber, bearing the weight of the fuel load while operating continuously at extreme temperatures that can exceed 1,000 degrees Celsius (1,832 degrees Fahrenheit).
The Three Core Functions of Grate Bars
- Fuel support: Grate bars hold the solid fuel — coal, wood, biomass, waste, or coke — in position above the ash pit so it burns in a controlled, stable bed. A typical industrial combustion grate supports fuel loads of 200 to 600 kg per square meter depending on fuel density.
- Air distribution: The gaps between adjacent grate bars (called air slots or inter-bar clearances) allow primary combustion air to flow upward through the fuel bed from below. This primary air supply accounts for 40 to 70 percent of the total air needed for complete combustion in most stoker-fired systems.
- Ash discharge: As fuel burns, the resulting ash falls through the gaps between bars into the ash pit below, keeping the grate surface clear and maintaining consistent combustion conditions. In moving-grate systems, the bars also physically transport ash toward the discharge end of the furnace.
Where Grate Bars Are Found
Grate bars appear in a wide range of industrial and commercial combustion equipment, including:
- Coal-fired and biomass-fired power plant boilers
- Municipal solid waste (MSW) incinerators and waste-to-energy plants
- Industrial furnaces for metal smelting and heat treatment
- Cement kilns and lime kilns
- Biomass heating systems (pellet, wood chip, and log boilers)
- Residential and commercial solid-fuel stoves and fireplaces
- Agricultural and industrial drying systems using solid biomass fuel
Types of Grate Bars
Grate bars are classified primarily by how they move within the combustion system, with each type optimized for a specific fuel and throughput requirement.
Fixed Grate Bars
Fixed grate bars are stationary elements arranged in a flat or inclined plane and represent the simplest, lowest-cost grate configuration. Because they do not move, they require no drive mechanism and have fewer wear points. They are suited to small boilers, residential stoves, and systems burning dry, uniform-sized fuel that does not require mechanical agitation to burn completely.
The main limitation of fixed grate bars is that clinker (fused ash deposits) can build up rapidly on stationary bars, requiring manual deslagging — typically every 8 to 24 hours in continuous operation on coal-fired systems. Fixed grates are most practical in systems with rated heat outputs below 500 kW.
Rocking or Oscillating Grate Bars
Rocking grate bars pivot on a central axis, alternating between a horizontal fuel-support position and a tilted ash-dumping position. This rocking action breaks up clinker, dislodges ash, and maintains open air slots without requiring manual intervention. Rocking grate systems are common in mid-sized industrial boilers rated from 500 kW to 10 MW.
Each bar typically rocks through an angle of 15 to 30 degrees on a timed cycle controlled by an actuator or cam mechanism. The pivot points and actuator connections are wear-critical components that require periodic inspection and lubrication.
Traveling (Moving) Grate Bars
Traveling grate systems use interlocking grate bar sections mounted on a continuous chain or roller mechanism that moves fuel from the feed end to the ash discharge end of the furnace. This design enables fully continuous, unattended operation and is the preferred choice for large-scale biomass power plants, waste-to-energy facilities, and high-capacity industrial boilers.
Traveling grate speeds are adjustable, typically ranging from 0.5 to 5 meters per hour, allowing operators to control the residence time of fuel on the grate to suit different fuel types and moisture contents. Systems with traveling grate bars handle fuel moisture contents up to 55 percent — a range that would choke a fixed grate rapidly.
Reciprocating Grate Bars
Reciprocating grate bars alternate between rows of stationary and moving bars that push the fuel forward in a stepping motion, agitating the fuel bed and advancing ash toward the discharge zone. This design is widely used in municipal solid waste (MSW) incinerators because the aggressive agitation breaks up heterogeneous waste loads that contain plastics, metals, and bulky items alongside combustible material.
Reciprocating grate systems can process waste streams with lower heating values as low as 6 to 7 MJ/kg — including wet organic waste — making them the most versatile grate type for variable-composition fuels.
Stepped or Cascade Grate Bars
Stepped grate bars are arranged in descending tiers so that fuel tumbles from one level to the next under gravity, continuously exposing fresh surfaces to combustion air. This cascading action is particularly effective for coarse biomass fuels such as wood chips, wood pellets, and agricultural residues. Stepped grates are standard in European biomass district heating plants rated from 1 MW to 20 MW.
Grate Bar Materials: A Detailed Comparison
Material selection is the single most consequential decision in grate bar specification — the wrong alloy degrades rapidly under the combined stresses of high temperature, oxidizing atmospheres, thermal cycling, and abrasion from moving fuel and ash.
Gray Cast Iron
Gray cast iron is the most common and lowest-cost grate bar material, suitable for applications where operating temperatures remain below 700 degrees Celsius (1,292 degrees Fahrenheit). Its graphite microstructure provides good thermal conductivity and self-lubricating properties that help resist seizure at pivot points. However, gray cast iron oxidizes relatively rapidly above 700 degrees Celsius and is prone to thermal shock cracking when cold water or wet fuel contacts hot bars.
Typical service life in a coal-fired residential boiler: 2 to 4 years. In a heavily cycled industrial system burning mixed biomass: 6 to 18 months.
High-Chromium Cast Iron
High-chromium cast iron (typically 20 to 30 percent chromium content) forms a stable chromium oxide surface layer that resists oxidation up to approximately 900 degrees Celsius (1,652 degrees Fahrenheit). This makes it the standard choice for coal boilers, biomass systems, and incinerators operating in the mid-temperature range. The higher chromium content also improves abrasion resistance compared to standard gray iron — a significant advantage in systems burning abrasive fuels such as coal or pelletized agricultural residues.
Cost premium over gray cast iron: approximately 30 to 60 percent. Typical service life improvement: 50 to 100 percent longer in equivalent operating conditions.
Heat-Resistant Steel Alloys
Austenitic heat-resistant steels containing nickel and chromium (such as the 25Cr-20Ni family) provide superior high-temperature strength and creep resistance, making them suitable for continuous operation at temperatures exceeding 1,000 degrees Celsius. These alloys are used in demanding applications such as municipal waste incinerators, industrial glass furnaces, and high-efficiency power plant boilers where long service intervals are critical to reduce downtime costs.
The nickel content significantly improves toughness and resistance to thermal cycling fatigue, addressing the chief weakness of cast iron grades. However, nickel-bearing alloys are considerably more expensive — typically 2 to 4 times the cost of high-chromium cast iron bars.
Silicon Cast Iron
Silicon cast iron (4 to 6 percent silicon content) has exceptional oxidation resistance due to the formation of a dense silicon dioxide surface layer, giving it a useful service temperature of up to 850 degrees Celsius with very low scaling loss. It is harder and more brittle than standard cast iron, making it less suitable for applications involving mechanical shock or fuel agitation, but an excellent choice for fixed-grate systems burning clean wood or pellet fuels.
Specialty Alloys: Nickel-Based Superalloys
Nickel-based superalloy grate bars are reserved for the most extreme applications — glass-melting furnaces, hazardous waste incinerators, and high-temperature industrial processes where temperatures consistently exceed 1,100 degrees Celsius. Their cost is substantially higher than any iron or steel-based option, but their service life in extreme conditions can be 5 to 10 times longer than standard alloys, making them cost-effective on a per-operating-hour basis in critical equipment.
Grate Bar Applications by Industry
Different industries impose very different demands on grate bars, and understanding these differences is essential for correct specification.
Power Generation and District Heating
Biomass and coal power plants demand grate bars with the highest possible combination of heat resistance, abrasion resistance, and dimensional stability over long continuous operating periods. Plants typically target grate bar replacement intervals of 2 to 5 years to align with scheduled maintenance outages. High-chromium cast iron and austenitic steel alloys dominate this sector.
Waste-to-Energy and Municipal Solid Waste Incineration
MSW incineration imposes the harshest possible conditions on grate bars — heterogeneous fuel with unpredictable heating value, high chlorine content from plastics (which accelerates corrosion), heavy mechanical loads from dense waste items, and continuous 24/7 operation. Grate bars in large MSW plants may process 500 to 1,000 tonnes of waste per day per combustion line. Premium austenitic and nickel-alloyed grades with verified corrosion resistance to chlorine-bearing gases are required.
Industrial Furnaces and Foundries
Foundry and heat treatment furnaces use grate bars primarily to support coke or solid fuel beds under extremely high and consistent temperatures. Because these environments involve direct contact between the grate and molten metal splash or hot billets, grate bars here must resist both extreme heat and impact loading. Silicon cast iron and high-nickel alloys are preferred.
Residential and Small Commercial Heating
Residential wood-burning stoves, log boilers, and pellet boilers use smaller, simpler grate bar assemblies that prioritize low cost, easy DIY replacement, and compatibility with standard fuel sizes. Gray cast iron and standard chromium cast iron bars dominate this market. Service life in a well-operated residential wood boiler burning dry seasoned wood ranges from 3 to 8 years.
Grate Bar Type and Material Comparison Table
Use this table to cross-reference grate bar type, material, temperature limit, typical service life, and best application at a glance.
| Material / Type | Max Temp (degrees C) | Oxidation Resistance | Abrasion Resistance | Typical Service Life | Relative Cost | Best Application |
|---|---|---|---|---|---|---|
| Gray Cast Iron | 700 | Low | Medium | 2–4 years | Low (1x) | Residential stoves, small boilers |
| High-Chromium Cast Iron | 900 | Good | High | 3–7 years | Medium (1.4–1.6x) | Coal, biomass, mid-scale boilers |
| Silicon Cast Iron | 850 | Very Good | Medium | 3–6 years | Medium (1.3–1.5x) | Fixed-grate wood and pellet systems |
| Austenitic Heat-Resistant Steel (25Cr-20Ni) | 1,050 | Excellent | High | 4–8 years | High (2.5–4x) | Power plants, MSW incinerators |
| Nickel-Based Superalloy | 1,150+ | Outstanding | Very High | 6–12 years | Very High (5–10x) | Hazardous waste, glass furnaces |
| Fixed Grate Bar Configuration | Depends on material | Depends on material | Low mechanical wear | Long (no moving parts) | Lowest | Small systems, dry uniform fuel |
| Reciprocating Grate Bar Configuration | Depends on material | Depends on material | High mechanical wear | Moderate (moving parts) | High (drive system) | MSW, heterogeneous fuels |
Table 1: Comparison of grate bar materials and configurations by maximum operating temperature, wear resistance, service life, cost, and recommended application. Service life figures assume correct specification and routine maintenance.
How to Select the Right Grate Bar
Correct grate bar selection requires evaluating five interdependent factors simultaneously — getting even one wrong can result in premature failure or unnecessary over-expenditure on materials.
Factor 1: Operating Temperature
Peak grate surface temperature is the primary driver of material selection. Measure or calculate the maximum temperature the grate bars will experience — not the furnace gas temperature, which can be significantly higher. As a general rule, select a material with a rated maximum temperature at least 100 to 150 degrees Celsius above the expected peak operating temperature to provide a safety margin against hot spots and temperature spikes during upset conditions.
Factor 2: Fuel Type and Composition
Fuel chemistry affects grate bar corrosion far more than temperature alone in many applications. Key fuel properties to assess include:
- Chlorine content: fuels containing PVC plastics, salt-contaminated agricultural waste, or marine biomass release hydrogen chloride gas during combustion, which attacks iron and steel alloys aggressively. High-nickel alloys or chromium grades above 25 percent are required for high-chlorine fuels.
- Sulfur content: high-sulfur coal and some industrial waste streams produce sulfur dioxide that condenses as sulfurous acid on cooler grate surfaces, causing pitting corrosion.
- Ash fusion temperature: fuels with low ash fusion temperatures (below 1,050 degrees Celsius) produce clinker that bonds to grate bar surfaces, accelerating wear and increasing bar replacement frequency.
- Moisture content: wet fuels above 30 percent moisture content cause larger temperature fluctuations on the grate surface, increasing thermal cycling fatigue stress on the bars.
Factor 3: Mechanical Load and Movement
Moving grate systems impose higher mechanical stresses on bars than fixed systems and require materials with adequate toughness and fatigue resistance. For reciprocating and traveling grate applications, prioritize heat-resistant steel alloys over brittle cast iron grades. Cast iron grades, while excellent under steady thermal load, are more susceptible to cracking under impact or bending stress at elevated temperatures.
Factor 4: Air Slot Geometry
The width of the gaps between adjacent grate bars (air slots) must be matched to fuel particle size to prevent fuel falling through unburned while still allowing adequate primary air flow. Common air slot widths range from 3 mm for pellet fuels up to 20 mm for coarse wood chip or coal. Narrower slots improve fuel retention but reduce air flow area and increase the risk of blockage by fine ash or clinker particles.
Factor 5: Total Cost of Ownership
The upfront purchase price of grate bars is rarely the most important cost — downtime, labor, and lost production during unplanned replacement are typically far more expensive. Calculate total cost of ownership by dividing the bar set price by its expected service life in years, then add the cost of one planned replacement event (labor, downtime) amortized over the same period. A premium alloy that costs three times as much but lasts four times as long is significantly cheaper on this basis.
Grate Bar Maintenance and Service Life Extension
Proper operating and maintenance practices can extend grate bar service life by 30 to 50 percent beyond the base estimate for a given material and application.
Regular Inspection Schedule
Inspect grate bars at every scheduled maintenance shutdown — at minimum quarterly for continuously operated industrial systems. Check for: warping or sagging (indicates sustained overtemperature), cracking at pivot points or along the bar length (thermal fatigue), excessive thinning or scaling on the upper surface (oxidation loss), and buildup of clinker or fused ash in air slots (reduces primary air flow and causes localized overheating).
Deslagging and Clinker Management
Clinker buildup on grate bar surfaces is the leading cause of premature grate bar failure in coal and high-ash biomass systems. Clinker acts as an insulating layer that prevents the bar from cooling between combustion cycles, raising peak bar temperatures and accelerating oxidation. In fixed-grate systems, manual deslagging every 8 to 12 hours of operation is standard practice. In rocking or reciprocating systems, verify that the mechanical deslagging cycle is functioning correctly at every inspection.
Avoiding Thermal Shock
Thermal shock — the sudden application of cold water or very wet fuel to hot grate bars — is the most common cause of cracking in cast iron grate bars. Never spray water directly onto a hot grate surface during operation. When starting up after a maintenance shutdown, bring the system up to temperature gradually over 30 to 60 minutes rather than applying full fuel load immediately to the cold bars.
Replacement Strategy
Replace grate bars in complete rows or complete sets rather than individually wherever possible. A mix of new and heavily worn bars creates uneven air distribution across the grate, causing hot spots at the worn sections that accelerate failure of neighboring bars. Stocking a full replacement set on-site reduces the risk of extended unplanned downtime.
Common Grate Bar Failure Modes
Understanding how grate bars fail allows you to diagnose the root cause and prevent recurrence rather than simply replacing worn parts on a reactive basis.
Oxidation and Scaling
Progressive surface oxidation is the normal aging mechanism for all iron and steel grate bars. The bar loses material from its upper surface at a rate determined by alloy composition and operating temperature. Oxidation rates roughly double for every 50-degree Celsius increase in operating temperature above the alloy's rated limit. A bar showing visible surface scaling loss greater than 20 percent of its original cross-section should be replaced regardless of remaining structural integrity.
Thermal Fatigue Cracking
Repeated heating and cooling cycles generate alternating compressive and tensile stresses in the bar material that eventually initiate surface cracks. These cracks typically begin on the upper (hot face) surface and propagate downward through the bar cross-section over time. Thermal fatigue is accelerated by frequent startups and shutdowns, wide swings in fuel feed rate, and the use of water injection for emergency temperature control.
Corrosion from Fuel Contaminants
Chlorine and sulfur compounds from contaminated fuels cause accelerated corrosive attack that can reduce bar thickness by 2 to 5 mm per year — far faster than normal oxidation. Corrosion pitting creates stress concentration points that initiate cracks under thermal cycling, combining two failure mechanisms into one accelerated degradation pathway. Switching to a higher-alloyed bar grade is the only reliable corrective action when fuel contamination is the root cause.
Mechanical Abrasion and Wear
In traveling and reciprocating grate systems, the sliding contact between moving and stationary bars wears the bar surfaces at contact points. Abrasive fuels such as coal, sand-contaminated biomass, and demolition wood waste (containing grit and metal fragments) accelerate surface wear on the upper face of the bars. High-chromium content alloys significantly outperform standard gray iron in abrasion resistance in these applications.
Frequently Asked Questions About Grate Bars
What is the difference between a grate bar and a fire grate?
A grate bar is an individual cast or forged metal bar that is one component of a complete grate assembly. A fire grate (also called a combustion grate or furnace grate) is the complete assembly formed by multiple grate bars arranged side by side with controlled gaps between them. The fire grate is what you see in a furnace; the grate bars are the individual interchangeable elements that make it up.
How often should grate bars be replaced?
Replacement frequency depends on material, operating temperature, and fuel type — but general benchmarks are: residential wood or pellet systems every 3 to 8 years; mid-scale industrial biomass boilers every 2 to 4 years; coal-fired industrial boilers every 2 to 5 years; MSW incinerators every 1 to 3 years depending on alloy grade. Inspect at every maintenance shutdown and replace when cross-sectional loss exceeds 20 percent or visible cracking appears.
Can grate bars be repaired rather than replaced?
In most industrial applications, grate bar repair is not cost-effective and is not recommended. Welding repairs to cracked cast iron bars rarely restore the original mechanical properties and can introduce residual stresses that cause premature re-cracking. For large custom-fabricated bars in specialized equipment, hard-facing (applying a wear-resistant weld overlay to the upper surface) is sometimes used to extend service life, but this requires specialist welding capability and appropriate filler materials.
What causes grate bars to warp?
Warping occurs when grate bars are held at temperatures above their rated maximum for extended periods, causing the metal to creep (permanently deform slowly under sustained load). The most common causes are: clinker blockage of air slots reducing cooling air flow, overfiring the boiler beyond its rated capacity, and using an incorrectly specified bar material with too low a maximum temperature rating for the application.
Are grate bars interchangeable between different furnace makes?
Grate bars are typically not directly interchangeable between different furnace makes and models because bar dimensions, pivot hole positions, air slot geometry, and mounting configurations are not standardized across manufacturers. However, grate bars are replaceable components that can be manufactured to match the dimensions of the original bars — any competent foundry with access to the original bar or its engineering drawings can cast replacement bars in any specified alloy grade.
What is the best grate bar material for burning wood pellets?
For wood pellet boilers, high-chromium cast iron or silicon cast iron grate bars are the best choices, balancing cost with adequate heat and oxidation resistance for the relatively clean, consistent combustion conditions that pellets produce. Wood pellets burn at grate surface temperatures typically between 600 and 800 degrees Celsius, well within the operating range of both materials. Standard gray cast iron is acceptable in lower-output systems burning only premium-grade pellets with low ash content.
How do I measure the air slot width of my existing grate bars?
Measure air slot width using feeler gauges or a digital vernier caliper at three points along the length of a representative inter-bar gap — at each end and at the center. Take the average of the three measurements. Note that air slot width typically increases as grate bars wear, since the bars thin from oxidation while their spacing hardware remains fixed. When the measured slot width exceeds 150 percent of the original design specification, unburned fuel is likely falling through, and replacement should be scheduled promptly.