English
English русский
русский Español
Español عربى
عربىCentrifugally cast components consistently deliver superior mechanical properties, denser microstructure, and longer service life compared to parts produced by static casting methods. By using controlled rotational force to distribute molten metal against a mold wall, the centrifugal casting process eliminates the porosity, shrinkage, and inclusion defects that plague conventional sand and gravity castings. From pressure pipes and cylinder liners to aerospace rings and chemical process equipment, centrifugally cast parts are the benchmark for structural integrity in demanding applications. This guide explains exactly how the process works, where it excels, and how to determine whether it is the right manufacturing method for your components.
Content
- 1 What Does "Centrifugally Cast" Mean?
- 2 How the Centrifugal Casting Process Works Step by Step
- 3 Three Types of Centrifugal Casting: True, Semi, and Centrifuged
- 4 Why Centrifugally Cast Parts Are Metallurgically Superior
- 5 Centrifugally Cast vs. Sand Cast vs. Investment Cast: A Direct Comparison
- 6 Materials Commonly Produced as Centrifugally Cast Components
- 7 Industries That Rely on Centrifugally Cast Components
- 8 Limitations of Centrifugal Casting: When to Choose a Different Process
- 9 Quality Control Standards for Centrifugally Cast Components
- 10 Frequently Asked Questions About Centrifugally Cast Parts
- 10.1 Q: What is the difference between centrifugally cast and centrifuge cast?
- 10.2 Q: How thick can centrifugally cast walls be?
- 10.3 Q: Can centrifugal casting produce bi-metallic components?
- 10.4 Q: How does centrifugal casting compare to forging for ring and cylinder components?
- 10.5 Q: What wall thickness tolerance can be achieved in centrifugally cast parts?
- 10.6 Q: What is the maximum diameter and length achievable in centrifugal casting?
- 11 Conclusion: When to Specify Centrifugally Cast Components
What Does "Centrifugally Cast" Mean?
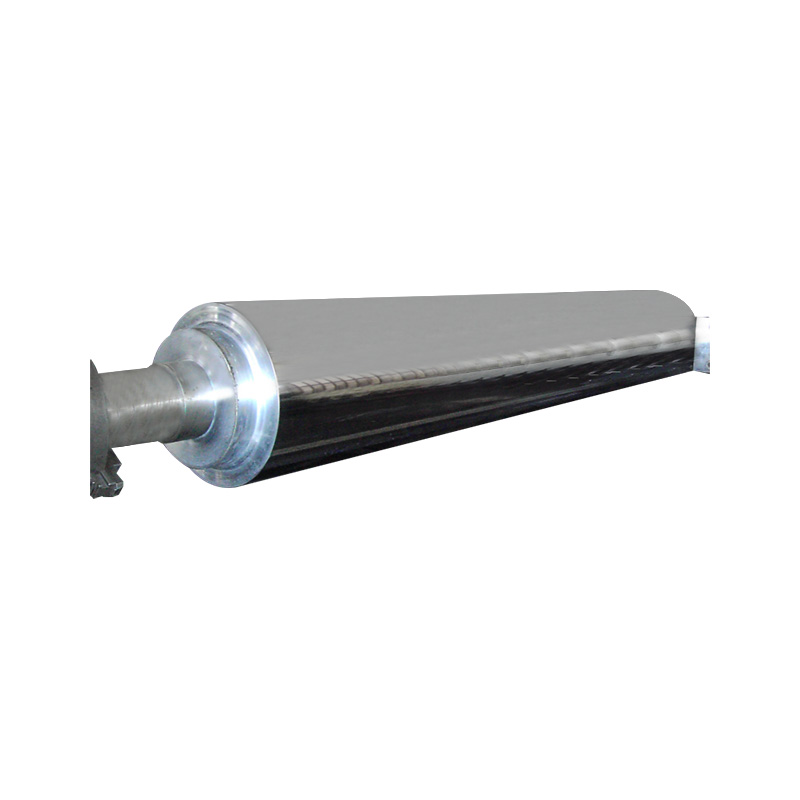
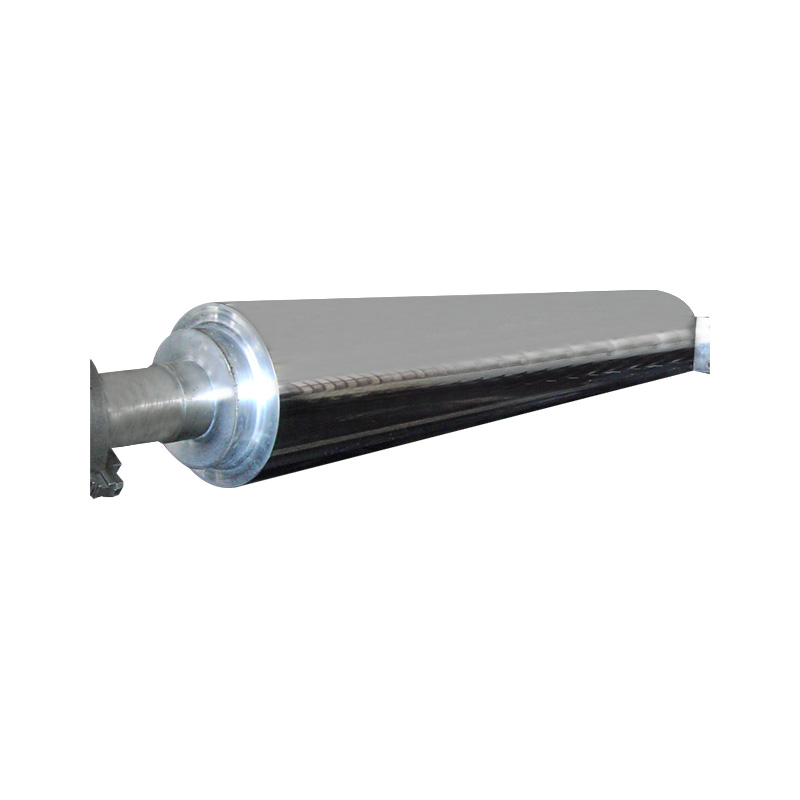
A centrifugally cast part is one produced by pouring molten metal into a rapidly rotating mold, where centrifugal force — not gravity — drives the metal outward to form a dense, uniform shape against the mold wall. The term distinguishes this class of components from those produced by static casting methods such as sand casting, investment casting, or gravity die casting, where metal fills a stationary cavity.
The rotational speed of the mold during casting is precisely controlled and typically generates a centrifugal force of 75 to 150 times the force of gravity (75–150 G). This extreme force compacts the solidifying metal, pushes lighter impurities — slag, oxides, gas bubbles — toward the inner bore where they can be machined away, and produces a grain structure that is finer and more directionally aligned than any static casting can achieve.
The process is most commonly applied to cylindrical or tubular geometries — pipes, rings, sleeves, liners, and bushings — though shaped variants of the process can produce more complex asymmetric forms.
How the Centrifugal Casting Process Works Step by Step
The centrifugal casting process follows a precisely sequenced workflow in which mold preparation, pour rate, rotational speed, and cooling rate are all carefully controlled to produce defect-free parts. Here is how a standard horizontal centrifugal casting cycle proceeds:
- Step 1 — Mold preparation: A permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- Step 2 — Mold rotation: The mold is accelerated to the target rotational speed, typically 300–3,000 RPM depending on mold diameter and alloy density, before pouring begins.
- Step 3 — Metal pour: Molten metal is introduced through a pouring spout or trough at a controlled flow rate while the mold spins. The metal is immediately thrown outward against the mold wall by centrifugal force.
- Step 4 — Solidification: The metal solidifies from the outside in, with the dense outer wall freezing first against the cool mold. Lighter impurities segregate inward toward the bore and solidify last.
- Step 5 — Extraction and inspection: Once solidified, the casting is extracted, allowed to cool, and subjected to dimensional inspection, ultrasonic testing, and surface examination before machining.
- Step 6 — Machining: The inner bore — which contains the segregated impurity layer — is machined away, leaving only the clean, dense outer metal structure. This is a key quality advantage: defects are systematically removed, not hidden.
Three Types of Centrifugal Casting: True, Semi, and Centrifuged
Not all centrifugally cast parts use the same process variant — the three main types differ in mold orientation, geometry capability, and the degree to which centrifugal force shapes the final part.
1. True Centrifugal Casting
The mold axis is aligned with the axis of the casting. The part's inner surface is formed entirely by centrifugal force — no core is used. This is the process used to produce pipes, cylinders, rings, and tubes. The mold may be oriented horizontally (for long cylinders) or vertically (for short rings with large diameters). This variant delivers the maximum density and microstructural benefit of all three methods.
2. Semi-Centrifugal Casting
The mold rotates about a vertical axis, but a central core is used to form the inner geometry. Centrifugal force supplements — rather than solely determines — metal distribution. This method is used for gear blanks, wheels, pulleys, and flanged components where a solid center is required. The process delivers improved density versus static casting but less than true centrifugal casting.
3. Centrifuging (Pressure Casting)
Multiple mold cavities are arranged radially around a central sprue. The entire assembly rotates, using centrifugal pressure to force metal into each cavity. This variant is used for small, complex, non-symmetric parts such as dental components, jewelry, and small precision parts where improved fill and reduced porosity are the primary goals. The centrifugal benefit here is fill completeness rather than density improvement.
| Type | Mold Orientation | Core Required? | Typical Parts | Density Benefit |
| True Centrifugal | Horizontal or Vertical | No | Pipes, cylinders, rings | Maximum |
| Semi-Centrifugal | Vertical | Yes (center core) | Gear blanks, wheels, flanges | High |
| Centrifuging | Vertical (radial cavities) | Yes (shaped molds) | Small precision parts | Moderate |
Table 1: Comparison of the three centrifugal casting process variants by orientation, core requirement, part geometry, and relative density benefit.
Why Centrifugally Cast Parts Are Metallurgically Superior
The metallurgical advantages of centrifugally cast components are not marginal — they are measurable, repeatable, and documented across decades of materials testing data. Here is what the physics of the process delivers:
Near-Zero Porosity
In static castings, gas bubbles and shrinkage voids become trapped within the solidifying mass. In centrifugally cast parts, the centrifugal force field (75–150 G) is far stronger than the buoyancy forces that would hold gas bubbles in place, so bubbles migrate inward to the bore and are eliminated through machining. Independent testing regularly finds porosity levels below 0.1% in centrifugally cast components, compared to 2–5% porosity in equivalent sand castings.
Directional Solidification and Fine Grain Structure
Metal solidifies from the outside wall inward in a centrifugally cast part. This directional solidification produces a columnar grain structure aligned radially — the strongest direction for pressure-containing applications. The result is a material that behaves closer to wrought (worked) metal than to a conventional casting in terms of tensile and fatigue properties.
Mechanical Property Advantages
Compared to sand-cast equivalents in the same alloy, centrifugally cast components typically exhibit:
- 10–20% higher tensile strength
- 15–25% higher yield strength
- 20–30% better elongation (ductility)
- Significantly improved fatigue resistance under cyclic loading
- Superior corrosion resistance due to a homogeneous, inclusion-free microstructure
Inclusion Separation
Slag, oxides, and non-metallic inclusions are less dense than the molten metal matrix. Under centrifugal force, they segregate inward to the bore surface — the same region that is subsequently machined away. This means the structural wall of the finished part is essentially free of inclusions, a result that no static casting method can reliably replicate.
Centrifugally Cast vs. Sand Cast vs. Investment Cast: A Direct Comparison
Centrifugally cast parts lead on mechanical properties and internal soundness, while sand casting wins on geometric flexibility and investment casting excels at fine detail — the right choice depends on the part's functional requirements.
| Criterion | Centrifugally Cast | Sand Cast | Investment Cast |
| Internal Porosity | <0.1% (excellent) | 2–5% (poor) | 0.5–1% (good) |
| Tensile Strength | Highest | Lowest | Moderate–High |
| Geometric Complexity | Low–Medium (cylindrical) | Very High | Very High |
| Surface Finish (as-cast) | Moderate (OD smooth) | Rough | Excellent |
| Material Yield | High (no risers/gates) | Low (gating system waste) | Moderate |
| Tooling Cost | Moderate | Low | High |
| Best For | Pressure parts, liners, rings | Large, complex shapes | Small precision parts |
Table 2: Head-to-head comparison of centrifugally cast, sand cast, and investment cast parts across porosity, strength, geometry, surface finish, yield, tooling cost, and application suitability.
Materials Commonly Produced as Centrifugally Cast Components
Centrifugal casting is compatible with virtually every castable alloy system, and is particularly effective with materials that benefit from directional solidification and low inclusion content. The most commonly centrifugally cast materials include:
- Gray and ductile cast iron: Used for cylinder liners, pipe, and machine components. Centrifugally cast iron exhibits graphite flake alignment that enhances wear resistance in liner applications.
- Carbon and low-alloy steels: Used for pressure vessels, chemical process equipment, and structural rings. Centrifugally cast steel achieves near-wrought mechanical properties.
- Stainless steels (300 and 400 series): Used in corrosive chemical, food processing, and pharmaceutical applications. The inclusion-free microstructure of centrifugally cast stainless enhances crevice corrosion resistance.
- Nickel-based superalloys: Used for aerospace rings, gas turbine components, and high-temperature process equipment where creep resistance above 700°C is required.
- Copper alloys (bronze, brass, gun metal): Used for bushings, bearings, sleeves, and marine components. Bronze centrifugal castings exhibit excellent load-bearing characteristics and corrosion resistance in seawater.
- Aluminum alloys: Used for lightweight aerospace, automotive, and consumer product applications where thin-wall tubular components are required.
- Titanium alloys: Used in specialized aerospace and medical implant applications. Centrifugal casting of titanium requires vacuum or inert atmosphere processing due to the metal's extreme reactivity at casting temperatures.
Industries That Rely on Centrifugally Cast Components
Centrifugally cast parts are essential in every industry where cylindrical components must sustain pressure, temperature, or mechanical stress at levels that static castings cannot reliably support.
Oil & Gas and Petrochemical
Centrifugally cast tubes, pipes, and fittings form the backbone of refinery furnace systems, catalytic cracker tubes, and high-pressure flow lines. Radiant and convection tubes operating at 900–1,100°C in refinery furnaces are almost universally centrifugally cast in heat-resistant alloys such as HP-Modified or HK-40 stainless steel — materials whose performance at temperature depends entirely on the microstructural uniformity that only centrifugal casting can deliver.
Power Generation
Steam turbine casings, rotor sleeves, and boiler tubes in thermal power plants are routinely centrifugally cast from chrome-moly and stainless steel alloys. The ability to produce thick-wall cylinders with consistent wall thickness is critical for components operating at steam pressures exceeding 300 bar.
Aerospace and Defense
Aerospace structural rings, bearing races, and turbine shrouds produced as centrifugally cast components must meet extremely tight nondestructive testing (NDT) acceptance criteria. The near-zero porosity of centrifugally cast nickel superalloy rings allows them to pass fluorescent penetrant inspection (FPI) and ultrasonic testing standards that would eliminate most statically cast alternatives.
Automotive and Heavy Equipment
Engine cylinder liners — the wear-resistant iron sleeves that form the bore surface in diesel and gasoline engines — are among the highest-volume centrifugally cast components in production globally. Millions of cylinder liners are centrifugally cast annually because the process produces a graphite microstructure at the bore surface that improves oil retention and wear resistance by 30–50% compared to static cast or machined alternatives.
Water and Wastewater Infrastructure
Ductile iron water mains, pressure pipes, and fittings have been centrifugally cast for municipal water supply infrastructure for over a century. Centrifugally cast ductile iron pipe complies with international standards such as ISO 2531 and EN 545, and typical service lives in buried applications exceed 100 years.
Marine and Offshore
Propeller shaft sleeves, stern tube liners, and seawater pump bodies are centrifugally cast in nickel-aluminum bronze or duplex stainless steel. The homogeneous microstructure eliminates the selective phase corrosion (dezincification, dealuminification) that affects statically cast alternatives in seawater service.
Limitations of Centrifugal Casting: When to Choose a Different Process
Despite its metallurgical advantages, centrifugal casting is not the right choice for every component — geometric constraints and economic factors mean some parts are better served by alternative processes.
- Complex non-symmetric geometries: Components with flanges, mounting lugs, thin fins, or intricate internal passages cannot be produced by true centrifugal casting. Sand casting or investment casting are better suited.
- Very small batch sizes: Mold setup and rotational system calibration involve fixed costs that make centrifugal casting economically suboptimal for quantities below approximately 10–20 pieces in some alloy systems.
- Alloys with extreme density differences between phases: In some multi-phase alloys, centrifugal segregation can cause compositional gradients through the wall thickness — a disadvantage rather than an advantage. This must be managed through alloy selection and process control.
- Very large asymmetric components: Structural castings such as engine blocks, valve bodies, or pump housings are beyond the geometric envelope of centrifugal casting. These are better served by no-bake sand or investment casting.
Quality Control Standards for Centrifugally Cast Components
Centrifugally cast parts destined for critical applications must comply with a rigorous set of material, dimensional, and nondestructive testing standards. Key standards applicable to centrifugally cast components include:
| Standard | Application | Key Requirements |
| ASTM A 48 / A 278 | Gray iron centrifugal castings | Tensile strength, hardness, microstructure |
| ASTM A 532 | Abrasion-resistant cast iron | Hardness, composition, microstructure |
| ISO 2531 / EN 545 | Ductile iron water pipe | Hydrostatic pressure test, wall thickness, coating |
| ASTM A 999 / A 530 | Steel centrifugal pipe and tube | Hydrostatic test, dimensional tolerances, NDT |
| AMS 2175 | Aerospace castings classification | Radiographic, FPI, ultrasonic acceptance criteria |
Table 3: Key quality and compliance standards applicable to centrifugally cast components across industries including water infrastructure, steel pipe, cast iron, and aerospace.
Frequently Asked Questions About Centrifugally Cast Parts
Q: What is the difference between centrifugally cast and centrifuge cast?
The terms are often used interchangeably in industry, but technically "centrifugally cast" refers to true centrifugal casting where the part's shape is formed directly by centrifugal force (as in pipes and cylinders), while "centrifuge cast" or "centrifuged" refers to the pressure casting variant where multiple mold cavities are arranged around a central axis and the centrifugal force improves fill and reduces porosity in complex-shaped parts.
Q: How thick can centrifugally cast walls be?
There is no practical upper limit on wall thickness for centrifugally cast components — very thick-walled cylinders and rings are a particular strength of the process. Wall thicknesses from 3 mm to over 200 mm have been successfully produced. The process is especially advantageous for thick-wall pressure vessels because the outside-in solidification pattern ensures the structurally critical outer wall solidifies first under pressure.
Q: Can centrifugal casting produce bi-metallic components?
Yes. Bi-metallic centrifugally cast components — where two different alloys are sequentially cast to form a composite wall — are a significant commercial application of the process. A common example is a wear-resistant hard iron outer layer cast over a tough ductile iron inner layer for applications such as grinding mill liners and roll shells. The two metals bond metallurgically at the interface during solidification.
Q: How does centrifugal casting compare to forging for ring and cylinder components?
Forging produces the highest possible mechanical properties through deformation-induced grain refinement, but it requires expensive dies, cannot be used for all alloys, and is limited in wall thickness and diameter. Centrifugally cast rings and cylinders achieve 80–95% of the mechanical properties of equivalent forgings at significantly lower tooling and production cost, and can be produced in diameters and wall thicknesses where forging is not technically feasible.
Q: What wall thickness tolerance can be achieved in centrifugally cast parts?
As-cast wall thickness tolerance for centrifugally cast parts is typically ±3–5% of nominal wall thickness, depending on alloy, pour temperature, and mold condition. After machining, finished wall thickness tolerances of ±0.1–0.5 mm are routinely achieved, meeting the requirements of most pressure piping and mechanical standards.
Q: What is the maximum diameter and length achievable in centrifugal casting?
Horizontal centrifugal casting machines routinely produce pipes and cylinders up to 2.5 meters in diameter and 8–10 meters in length. Vertical machines are used for large-diameter short rings and can accommodate diameters exceeding 3 meters. The practical upper limit is determined by machine capacity and mold handling capability rather than by the physics of the process itself.
Conclusion: When to Specify Centrifugally Cast Components
Specify centrifugally cast components whenever your design requires a cylindrical geometry, the application involves pressure, temperature, wear, or corrosion, and service life or safety is a primary concern. The process is not the most versatile casting method — it cannot match sand casting for geometric complexity or investment casting for fine detail — but for the specific class of parts it produces, no other casting process comes close to matching its combination of structural integrity, material efficiency, and dimensional consistency.
The data is unambiguous: porosity below 0.1%, tensile strength 10–20% above sand cast equivalents, service lives measured in decades rather than years. Whether you are specifying a furnace tube for a refinery, a cylinder liner for a diesel engine, or a structural ring for an aerospace assembly, the choice of a centrifugally cast component is a choice for demonstrably superior metallurgical quality — and the track record of more than a century of industrial use backs that claim completely.