English
English русский
русский Español
Español عربى
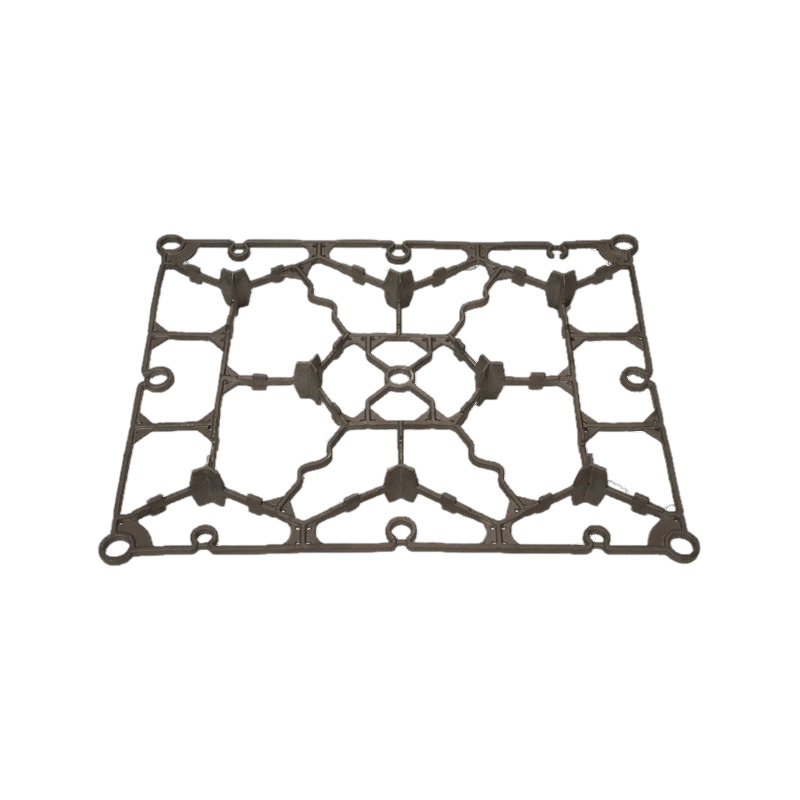
عربىManufacturers facing the challenge of producing intricate, near-net-shape metal parts increasingly evaluate Lost Foam Casting (LFC) as a viable process. This guide examines the technical characteristics making LFC a practical choice for complex geometries, detailing its mechanisms and appropriate applications.
Core Advantages for Complex Parts:
-
Unrestricted Geometric Complexity:
- Mechanism: Patterns are machined or molded from expandable polystyrene (EPS) foam. Unlike traditional sand casting requiring draft angles and removable cores, foam patterns replicate the final part geometry exactly, including internal passages, undercuts, and complex curves. These patterns are assembled into clusters and embedded in unbonded sand.
- Benefit: Eliminates core assembly and associated shifts/mismatches. Enables casting of parts with features impossible or prohibitively expensive to achieve with conventional methods (e.g., hollow sections, intricate internal cavities, organic shapes).
-
Near-Net Shape Capability & Reduced Machining:
- Mechanism: The foam pattern precisely defines the cavity shape. The process avoids the parting lines and flash common in green sand casting, resulting in tighter dimensional accuracy and improved surface finish (typically 250-600 microinches Ra, achievable down to ~125 Ra with process control). The elimination of draft angles further contributes to shape fidelity.
- Benefit: Significantly reduces machining stock allowance and secondary machining time/cost. Allows closer adherence to final design dimensions directly from the mold.
-
Integration & Consolidation:
- Mechanism: Complex assemblies often requiring multiple cast/welded components can be designed as a single foam pattern assembly. Sections are glued together before coating and molding.
- Benefit: Consolidates assemblies into single castings, reducing part count, assembly operations, potential leak paths, and overall weight. Improves structural integrity.
-
Process Simplification & Cost Reduction Potential:
- Mechanism: LFC requires minimal core boxes and complex molding equipment. Pattern production is relatively flexible. The sand is unbonded and dry, allowing easy reclamation (95%+). Automation potential is high for pattern coating, cluster assembly, and sand filling.
- Benefit: Lower tooling costs for complex parts compared to investment or die casting. Reduced sand handling and binder costs. Potential for lower overall production costs, particularly for medium volumes of intricate parts.
-
Consistent Dimensional Accuracy:
- Mechanism: The rigid foam pattern maintains its shape during molding. The absence of core shifts and the uniform compaction of dry sand around the pattern minimize dimensional variation. Metal shrinkage is predictable within the pattern.
- Benefit: Achieves consistent dimensional tolerances (typically CT8-CT10 per ISO 8062, potentially tighter with control). Critical for parts requiring precise assembly interfaces.
Process Mechanics & Considerations:
- Pattern Production: Patterns are molded (for volume) or CNC machined (prototypes/low volume) from EPS or similar foam. Precision is paramount.
- Pattern Coating: Foam patterns are dipped in refractory ceramic slurry. This coating creates a barrier preventing sand erosion into the metal and controls gas permeability during foam decomposition.
- Cluster Assembly: Patterns are assembled onto a gating system (also foam) to form a cluster.
- Molding & Casting: The cluster is placed in a flask, surrounded by dry, unbonded sand compacted via vibration. Molten metal is poured, vaporizing the foam pattern progressively and filling the cavity precisely.
- Cooling & Shakeout: Once solidified, the sand is dumped, and the casting cluster is separated. Sand is cooled and recycled.
Limitations and Suitability Assessment:
- Material Restrictions: Primarily suitable for ferrous alloys (cast iron, carbon/low-alloy steels) and aluminum alloys. Some copper alloys are possible. Not ideal for high-melting-point alloys (e.g., titanium, tool steels).
- Pattern Costs: Pattern tooling (molds) can be expensive for simple shapes, making LFC less competitive against green sand for low-complexity parts. Foam patterns are consumable.
- Size & Volume: Best suited for parts ranging from a few kilograms up to approximately 4,000 kg, though larger is possible. Economical viability is often at medium volumes (hundreds to tens of thousands annually).
- Process Control: Requires stringent control over pattern density and coating properties to prevent casting defects like slag inclusions or carbon pickup.
- Surface Finish: While good, surface finish may not match investment casting or machining without secondary finishing. Texture can sometimes reflect the foam structure.
Lost Foam Casting demonstrates distinct advantages when the primary challenge involves intricate geometries, internal features, near-net shape requirements, and part consolidation. Its ability to replicate complex foam patterns directly into metal using simple, unbonded sand molds offers a unique solution set. Engineers evaluating casting processes should consider LFC when the geometric complexity outweighs the constraints related to material suitability and pattern production economics. Success hinges on robust pattern manufacturing, precise coating application, and controlled pouring practices. For appropriately complex components, LFC provides a streamlined pathway to functional castings with reduced secondary processing.